Современные способы распиловки круглых лесоматериалов
Выбор наиболее рационального способа раскроя пиловочных бревен зависит от породы, размеров и качества сырья, назначения пиломатериалов, влияния на качество и время сушки (с точки зрения поперечной покоробленности и др. факторов) досок радиальной, тангенциальной и смешанной распиловки, а также объема и технического уровня производства.
По числу одновременно работающих в станке пил различают индивидуальный и групповой способы распиловки бревен. Кроме этого может быть выделен также индивидуально-групповой способ раскроя бревен.
Индивидуальный способ предусматривает последовательный раскрой – последовательное отпиливание одной пилой от бревна сортиментов (горбылей, досок, брусьев), а групповой – распиловку бревна одновременно несколькими пилами, установленными в соответствии с размерами выпиливаемых пиломатериалов на одном станке или линии. Если на линии раскрой бревна осуществляется последовательно с выпиловкой на станке с одной пилой крупных элементов бревна (брусьев, сегментов, секторов) с их последующей распиловкой на станке с несколькими пилами, то это индивидуально-групповой (смешанный) способ раскроя.
По направлению пропилов в бревне, а также числу проходов бревна через бревнопильные станки различают следующие способы раскроя бревен:
- вразвал,
- с брусовкой,
- сегментный,
- развально-сегментный,
- брусово-сегментный,
- секторный,
- круговой.
При распиловке вразвал (рис. 1 а) на лесопильной раме бревно сразу распиливается на несколько необрезных пиломатериалов. При распиловке развальным способом на станках с одной пилой необрезные пиломатериалы выпиливаются последовательно. С точки зрения достижения максимального выхода пилопродукции этим способом лучше распиливать бревна диаметром 14-20 см на лесопильных рамах и круглопильных станках.
При распиловке брусо-развальным способом (с брусовкой) сначала из крайних частей бревна выпиливают необрезные пиломатериалы, а из средней части получают двухкантный брус, из крайних частей которого выпиливают необрезные пиломатериалы, а из зоны, ограниченной пластью бруса, - обрезные (рис. 1 б).
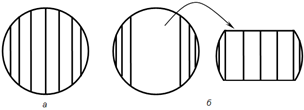
Рис. 1. Способы распиловки бревен: а – развальный, б – брусово-развальный
Этим способом распиливают бревна от 18 см и более. При распиловке толстомерных бревен диаметром 36-40 см выпиливают два или три бруса.
На первом проходе применяются лесопильные рамы, ленточнопильные или круглопильные станки. На втором проходе оптимальным будет использование лесопильных рам или круглопильных станков.
Для выработки специальных видов пилопродукции радиальной или тангенциальной распиловки, требующих четкой ориентации пластей пиломатериалов относительно годичных слоев древесины, применяют секторный и сегментный способы раскроя.
Разновидностью последнего являются развально-сегментный способ (для выработки пилопродукции преимущественно радиальной распиловки) и брусово-сегментный (для выработки тангенциальной пилопродукции).
Секторный способ раскроя бревен (рис. 2 а) обеспечивает получение как радиальных, так и тангентальных пиломатериалов. Сначала круглый лесоматериал распиливается на секторы, количество которых может быть от 4 до 8 в зависимости от диаметра. Затем каждый сектор распиливается на пиломатериалы с заданной ориентацией годичных колец. Иногда одновременно с распиловкой толстомерного бревна на секторы из его средней части выпиливают один или несколько необрезных пиломатериалов.
Распиловка секторным способом осуществляется одной пилой на круглопильном или ленточнопильном оборудовании. Этим способом целесообразно распиливать круглые лесоматериалы диаметром 32 см и более.
Сегментный, развально-сегментный и брусово-сегментный способы раскроя (рис. 2 б, в, г) применяют для распиловки крупных лесоматериалов диаметром 26 см и более. Первые два способа применяются для выработки преимущественно радиальной пилопродукции, а третий – тангенциальной.
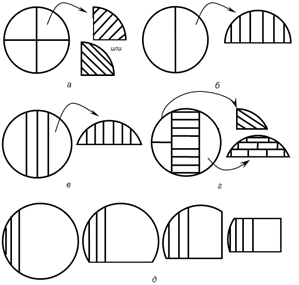
Рис. 2. Способы распиловки крупных бревен: а – секторный, б – сегментный, в – развально-сегментный, г – брусово-сегментный, д - круговой
Круговой способ раскроя (рис. 2 д), применяемый при индивидуальной распиловке (на однопильных станках), характеризуется тем, что бревно после отпила горбыля и одного или нескольких пиломатериалов или сегмента поворачивается на 90° для отпиливания следующей группы пиломатериалов или сектора и т.д. Этот способ используется при индивидуальном раскрое круглых лесоматериалов диаметром 32 см и более, особенно пораженных ложным ядром или сердцевинной гнилью, поскольку при этом появляется возможность отделить качественные пиломатериалы от центральной низкокачественной зоны бревна. Распиловку круглых лесоматериалов по круговому способу эффективнее производить на ленточнопильных станках.
По отношению пропилов к оси пиловочного бревна различают способы распиловки параллельно оси и параллельно образующей лесоматериала. Преимущество способов распиловки параллельно образующей состоит в том, что в этом случае получаются пиломатериалы практически постоянной ширины по всей длине (т.е. у них нет сбега по ширине). Это способствует более эффективному их использованию при получении из них заготовок.
Преимущества способов распиловки круглых лесоматериалов параллельно образующей:
- Величина коэффициента сбега центральных и боковых необрезных пиломатериалов, выпиленных параллельно оси бревна, всегда больше коэффициента сбега исходного бревна и возрастает при удалении пиломатериала от центра вершинного торца бревна, а величина коэффициента сбега необрезных пиломатериалов, выпиленных параллельно образующей бревна, всегда меньше величины коэффициента сбега исходного бревна и уменьшается при удалении пиломатериала от центра вершинного торца бревна.
- Из необрезных пиломатериалов, полученных при распиловке круглых лесоматериалов параллельно образующей, возможно получение большего объема длинномерных обрезных пиломатериалов.
- Необрезные пиломатериалы, выпиленные параллельно образующей бревна, имеют длину, равную длине исходного бревна. Такие пиломатериалы не требуют укорочения при выработке из них обрезных пиломатериалов максимального объема, более однородны по качеству и влажности, а, следовательно, будут меньше коробиться при сушке. У них в меньшей степени перерезаны годичные слои, что обусловливает их более высокую прочность.
- При распиловке бревна параллельно его образующей уменьшаются площади пропиленных пластей пиломатериалов, объем опилок, износ инструмента и расход электроэнергии.
На выбор способа распиловки влияют такие факторы как размеры пиловочных бревен (диаметр), форма ствола, назначение и спецификация пилопродукции (размеры), пороки древесины, а также параметры лесопильного оборудования для раскроя.
Помимо традиционных способов раскроя бревен существует множество способов раскроя, подтвержденных авторскими свидетельствами и патентами на изобретение.
В настоящее время большую популярность получила клееная древесина. Множество способов направлены на получение не просто пилопродукции, а клееной пилопродукции. Некоторые способы представлены на рисунках 3-5.
На рис. 3 изображен способ получения клееных заготовок радиальной распиловки, при котором раскрой бревен производят на секторы, склеивание секторов осуществляется путем совмещения радиальных поверхностей, причем присердцевинную часть одного сектора совмещают с периферийной частью другого, а их комлевые части с вершинными. Автором этого и многих других способов является В.А. Червинский.
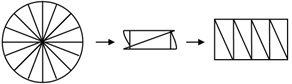
Рис. 3. Секторный способ получения клееных заготовок радиальной распиловки (А.с. 490651)
Другой способ получения клееной пилопродукции, при котором раскрой бревен производят с получением заготовок поперечным сечением в виде правильного шестиугольника (рис. 4 а) или восьмиугольника (рис. 4 б), а затем раскраивают с получением пятиугольника и двух треугольников или шестиугольника и четырех треугольников.
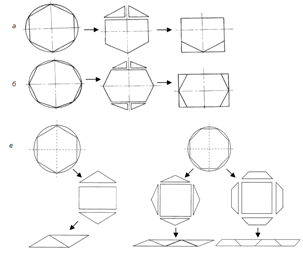
Рис. 4 – Способы получения клееной пилопродукции: а, б - А.с. 891436, в - патент РФ № 2415749
После разворотов и сопряжений получают клееную пилопродукцию прямоугольного сечения.
Модификацией предыдущего способа является способ получения клееных материалов из бревен, изображенный на рис. 4в.
С.П. Исаев предлагает способ переработки бревен (рис. 5 а), включающий оцилиндровку бревен, распиловку их на брус квадратного сечения и четыре одинаковых горбыля. После обработки горбыли склеивают в полый брус прямоугольного сечения.
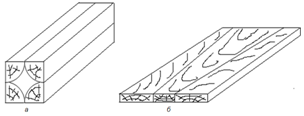
Рис. 5. Схемы клееных конструкций: а – клееный брус (патент РФ № 2185280), б – клееный щит
Ю.Б. Левинский предлагает раскрой тонкомерного пиловочного сырья развальным способом, обрезку кромок необрезных пиломатериалов по сбегу, совмещение комлевых торцов с вершинными и дальнейшее их склеивание (рис. 5б).
В.А. Червинский предлагает похожим способом склеивание только боковых досок с обрезкой их по сбегу и с наклоном, соответствующим наклону поверхности кромки (патент РФ № 2438861).
Выбор того или иного способа раскроя круглых лесоматериалов зависит от возможностей бревнопильного оборудования, размерно-качественных характеристик пиловочного сырья и получаемой пилопродукции. Кроме того на выбор способа раскроя влияет применяемый критерий эффективности, в качестве которого чаще всего используется объемный выход пилопродукции. Источник
- На главную
-
Категории
-
 Лесопильное оборудование
Лесопильное оборудование
-
 Оцилиндровочные станки
Оцилиндровочные станки
-
 Околостаночное оборудование
Околостаночное оборудование
-
 Промышленные бревнопилы с гусеничной и цепной подачей
Промышленные бревнопилы с гусеничной и цепной подачей
-
 Пилорамы дисковые, горизонтального и углового пиления
Пилорамы дисковые, горизонтального и углового пиления
-
 Вспомогательное и заточное оборудование
Вспомогательное и заточное оборудование
-
 Торцовочные станки маятникового, линейного и проходного типа
Торцовочные станки маятникового, линейного и проходного типа
-
 Лесопильные линии
Лесопильные линии
-
 Кромкообрезные станки
Кромкообрезные станки
-
 Многопильные станки
Многопильные станки
-
 Ленточные пилорамы
Ленточные пилорамы
-
 Профилировочные станки
Профилировочные станки
-
 Станки для переработки горбыля, рубки веток и обрези, колки дров
Станки для переработки горбыля, рубки веток и обрези, колки дров
-
 Круглопалочные станки
Круглопалочные станки
- Заточные станки для цепей бензопил
-
-
 Гидроманипуляторы
Гидроманипуляторы
-
 Запчасти для гидроманипуляторов
Запчасти для гидроманипуляторов
-
 Запчасти для СФ-65 С (Соломбалец)
Запчасти для СФ-65 С (Соломбалец)
-
 Фильтры для СФ-65 С (Соломбалец)
Фильтры для СФ-65 С (Соломбалец)
-
 Гидроцилиндры и комплектующие для СФ-65 С (Соломбалец)
Гидроцилиндры и комплектующие для СФ-65 С (Соломбалец)
-
 Основные части и механизмы для СФ-65
Основные части и механизмы для СФ-65
-
 Втулки, вкладыши, подшипники для СФ-65 С (Соломбалец)
Втулки, вкладыши, подшипники для СФ-65 С (Соломбалец)
-
 Паспорт Соломбалец
Паспорт Соломбалец
-
 Уплотнения (ремкомплекты) для СФ-65 С (Соломбалец)
Уплотнения (ремкомплекты) для СФ-65 С (Соломбалец)
-
 Рукава высокого давления (РВД) для СФ-65 С (Соломбалец)
Рукава высокого давления (РВД) для СФ-65 С (Соломбалец)
-
 Оси и пальцы для СФ-65 С (Соломбалец)
Оси и пальцы для СФ-65 С (Соломбалец)
-
 Гидрооборудование для СФ-65С (Соломбалец)
Гидрооборудование для СФ-65С (Соломбалец)
-
-
 Запчасти для Велмаш (ОМТЛ 97, ОМТ-97М, ПЛ 70-02)
Запчасти для Велмаш (ОМТЛ 97, ОМТ-97М, ПЛ 70-02)
-
 Фильтра для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Фильтра для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Гидроцилиндры и комплектующие для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Гидроцилиндры и комплектующие для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Основные части и механизмы для Велмаш
Основные части и механизмы для Велмаш
-
 Уплотнения (ремкомплекты) для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Уплотнения (ремкомплекты) для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Рукава высокого давления (РВД) для Велмаш (ОМТЛ 97, ПЛ 70-02)
Рукава высокого давления (РВД) для Велмаш (ОМТЛ 97, ПЛ 70-02)
-
 Втулки, вкладыши, подшипники для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Втулки, вкладыши, подшипники для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Оси и пальцы для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
Оси и пальцы для Велмаш (ОМТЛ 97, ПЛ 70-01, ПЛ 70-02)
-
 Гидрооборудование для Велмаш (ОМТЛ 97, ПЛ 70-02)
Гидрооборудование для Велмаш (ОМТЛ 97, ПЛ 70-02)
-
-
 Запчасти на манипулятор Epsilon (Palfinger)
Запчасти на манипулятор Epsilon (Palfinger)
-
 Запчасти для VM10L74, VM10LM (Велмаш, Palfinger)
Запчасти для VM10L74, VM10LM (Велмаш, Palfinger)
-
 Атлант-C 90 (ЛВ 185-10, ЛВ 185-14) (118)
Атлант-C 90 (ЛВ 185-10, ЛВ 185-14) (118)
-
 Фильтры для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
Фильтры для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
-
 Гидроцилиндры и комплектующие для Атлант-С 90 (ЛВ-185-10, ЛВ-185-14)
Гидроцилиндры и комплектующие для Атлант-С 90 (ЛВ-185-10, ЛВ-185-14)
-
 Основные части и механизмы
Основные части и механизмы
-
 Гидрооборудование Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
Гидрооборудование Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
-
 Рукава высокого давления (РВД) для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
Рукава высокого давления (РВД) для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
-
 Втулки, вкладыши, подшипники для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
Втулки, вкладыши, подшипники для Атлант-С 90 (ЛВ 185-10, ЛВ 185-14)
-
 Оси и пальцы Атлант-С 90 для (ЛВ 185-10, ЛВ 185-14)
Оси и пальцы Атлант-С 90 для (ЛВ 185-10, ЛВ 185-14)
-
-
 Гидронасосы и комплектующие
Гидронасосы и комплектующие
-
 Ротаторы и комплектующие
Ротаторы и комплектующие
-
 Штуцера, USIT, фитинги
Штуцера, USIT, фитинги
-
 Защитные спирали для РВД
Защитные спирали для РВД
-
 Краны гидравлические
Краны гидравлические
-
 Маслоохладители
Маслоохладители
-
 Масла, смазки
Масла, смазки
-
 Захваты и грейферы
Захваты и грейферы
-
 Гидрораспределители и комплектующие
Гидрораспределители и комплектующие
-
 Гидробаки
Гидробаки
-
-
 Заточные-разводные станки
Заточные-разводные станки
-
 Алмазный инструмент
Алмазный инструмент
-
 Дисковые пилы
Дисковые пилы
-
 Ленточные пилы
Ленточные пилы
-
 Рамные пилы
Рамные пилы
-
 Строгальный нож
Строгальный нож
-
 Тарные пилы для многопильных станков
Тарные пилы для многопильных станков
-
 Шлифовальный и заточной инструмент
Шлифовальный и заточной инструмент
-
 Запчасти и комплектующие к станкам
Запчасти и комплектующие к станкам
-
 СОЖ
СОЖ
-
 Ножи для дробильных и рубительных станков
Ножи для дробильных и рубительных станков
-









































